易搜题 > “热芯盒”标签
热芯盒
热芯盒树脂砂的硬化速度主要取决于()
A.树脂性质
B.催化剂种类及加入量
C.芯盒温度
D.机器
热芯盒工艺中,呋喃I型树脂砂使用的潜硬化剂为();呋喃II型树脂砂所使用的潜硬化剂为()
属于铸造设备中的砂处理设备的是()。
A.多边筛
B.冷和热芯盒机
C.无箱射压造型机
D.抛砂机
热芯盒射芯机的选用,应根据()选择最适宜的射芯机。
A、砂芯重量
B、砂芯外形尺寸
C、砂芯外形尺寸及结构特点
D、生产情况需要
热芯盒树脂砂的保存期(可使用时间)取决于()
A.催化剂种类
B.催化剂加入量
C.原砂温度及湿度
D.生产安排
热芯盒工艺中的呋喃I型树脂砂的强度高低,主要决定于树脂本身的性质,但也与原砂质量、芯盒温度、混制质量等有关。
此题为判断题(对,错)。
某厂有几件重要的新品试制铸件砂芯,要求时间快、质量好,故选用()为宜。
A、手工合脂砂芯
B、热芯盒制芯
C、自硬砂芯
D、冷芯盒制芯
热芯盒树脂砂的硬化速度主要取决于()
A.树脂性质
B.催化剂种类及加入量
C.芯盒温度
D.机器
此题为多项选择题。请帮忙给出正确答案和分析,谢谢!
在砂芯生产批量大、几何形状复杂、尺寸精度要求高的情况下,应采用()为宜。
A.普通芯盒射芯制芯
B.自硬砂制芯
C.热芯盒或冷芯盒树脂砂芯
D.手工制芯
将以____作为粘结剂的芯砂,吹入或射入具有一定温度的金属芯盒内,进行快速制芯的工艺装备称为热芯盒。
A.粘土
B.植物油
C.水玻璃
D.热固性树脂
热芯盒树脂砂的保存期(可使用时间)取决于()
A.催化剂种类
B.催化剂加入量
C.原砂温度及湿度
D.生产安排
此题为多项选择题。请帮忙给出正确答案和分析,谢谢!
某新建专用设备制造厂,主要工程包括铸造、钢材下料、铆焊、机加、电镀、涂装、装配等车间;公用工程有空压站、变配电所、天然气调压站等;环保设施有电镀车间废水处理站、全厂废水处理站、危险废物暂存仓库、固体废物转运站等。
 指出机加车间产生的危险废物。
指出机加车间产生的危险废物。
查看答案
商品芯砂(含石英砂、酚醛树脂、氯化铵),以热芯盒工艺(200~300℃)生产砂芯;采用商品型砂(含膨润土、石英砂、煤粉)和砂芯经震动成型、下芯制模具,用于铁水浇铸。
铸件清理工部生产性粉尘产生量100kg/h,铸造车间设置通风除尘净化系统,粉尘捕集率95%,除尘效率98%。机加车间使用的化学品有水基乳化液(含油类、磷酸钠、消泡剂、醇类)、清洗剂(含表面活性剂、碱)、机油。
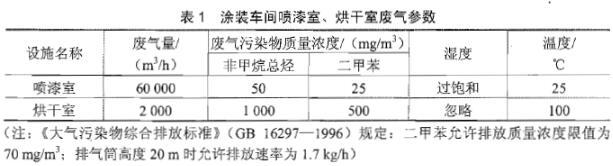
涂装车间设有独立的水旋喷漆室、晾干室和烘干室。喷漆室、烘干室废气参数见表4-10喷漆室废气经20m高排气筒排放,晾干室废气经活性炭吸附处理后由20m高排气筒排放;喷漆室定期投药除渣。
【问题】
某新建专用设备制造厂,主要工程包括铸造、钢材下料、铆焊、机加、电镀、涂装、装配等车间;公用工程有空压站、变配电所、天然气调压站等;环保设施有电镀车间废水处理站、全厂废水处理站、危险废物暂存仓库、固体废物转运站等。
 判断喷漆室废气二甲苯排放是否达标,说明理由。
判断喷漆室废气二甲苯排放是否达标,说明理由。
查看答案
商品芯砂(含石英砂、酚醛树脂、氯化铵),以热芯盒工艺(200~300℃)生产砂芯;采用商品型砂(含膨润土、石英砂、煤粉)和砂芯经震动成型、下芯制模具,用于铁水浇铸。
铸件清理工部生产性粉尘产生量100kg/h,铸造车间设置通风除尘净化系统,粉尘捕集率95%,除尘效率98%。机加车间使用的化学品有水基乳化液(含油类、磷酸钠、消泡剂、醇类)、清洗剂(含表面活性剂、碱)、机油。
涂装车间设有独立的水旋喷漆室、晾干室和烘干室。喷漆室、烘干室废气参数见表4-10喷漆室废气经20m高排气筒排放,晾干室废气经活性炭吸附处理后由20m高排气筒排放;喷漆室定期投药除渣。
【问题】
某新建专用设备制造厂,主要工程包括铸造、钢材下料、铆焊、机加、电镀、涂装、装配等车间;公用工程有空压站、变配电所、天然气调压站等;环保设施有电镀车间废水处理站、全厂废水处理站、危险废物暂存仓库、固体废物转运站等。
 针对烘干室废气,推荐一种适宜的处理方式。
针对烘干室废气,推荐一种适宜的处理方式。
查看答案
商品芯砂(含石英砂、酚醛树脂、氯化铵),以热芯盒工艺(200~300℃)生产砂芯;采用商品型砂(含膨润土、石英砂、煤粉)和砂芯经震动成型、下芯制模具,用于铁水浇铸。
铸件清理工部生产性粉尘产生量100kg/h,铸造车间设置通风除尘净化系统,粉尘捕集率95%,除尘效率98%。机加车间使用的化学品有水基乳化液(含油类、磷酸钠、消泡剂、醇类)、清洗剂(含表面活性剂、碱)、机油。
涂装车间设有独立的水旋喷漆室、晾干室和烘干室。喷漆室、烘干室废气参数见表4-10喷漆室废气经20m高排气筒排放,晾干室废气经活性炭吸附处理后由20m高排气筒排放;喷漆室定期投药除渣。
【问题】
某新建专用设备制造厂,主要工程包括铸造、钢材下料、铆焊、机加、电镀、涂装、装配等车间;公用工程有空压站、变配电所、天然气调压站等;环保设施有电镀车间废水处理站、全厂废水处理站、危险废物暂存仓库、固体废物转运站等。
 指出制芯工部和浇铸工部产生的废气污染物。
指出制芯工部和浇铸工部产生的废气污染物。
查看答案
商品芯砂(含石英砂、酚醛树脂、氯化铵),以热芯盒工艺(200~300℃)生产砂芯;采用商品型砂(含膨润土、石英砂、煤粉)和砂芯经震动成型、下芯制模具,用于铁水浇铸。
铸件清理工部生产性粉尘产生量100kg/h,铸造车间设置通风除尘净化系统,粉尘捕集率95%,除尘效率98%。机加车间使用的化学品有水基乳化液(含油类、磷酸钠、消泡剂、醇类)、清洗剂(含表面活性剂、碱)、机油。
涂装车间设有独立的水旋喷漆室、晾干室和烘干室。喷漆室、烘干室废气参数见表4-10喷漆室废气经20m高排气筒排放,晾干室废气经活性炭吸附处理后由20m高排气筒排放;喷漆室定期投药除渣。
【问题】
某新建专用设备制造厂,主体工程包括铸造、钢材下料、铆焊、机加、电镀、涂装、装配等车间;公用工程有空压站、变配电所、天然气调压站等;环保设施有电镀车间废水处理站、全厂废水处理站、危险废物暂存仓库、固体废物转运站等。铸造车间生产工艺见图1。商品芯砂(含石英砂、酚醛树脂、氯化铵),以热芯盒工艺(200‐300℃)生产砂芯;采用商品型砂(含膨润土、石英砂、煤粉)和砂芯经震动成型、下芯制模具,用于铁水浇铸。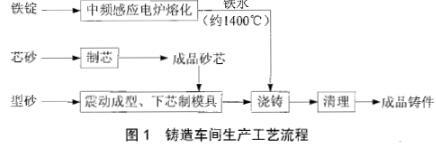
查看答案
铸件清理工部生产性粉尘产生量100kg/h,铸造车间设置通风除尘净化系统,粉尘捕集率95%,除尘效率98%。机加车间使用的化学品有水基乳化液(含油类、磷酸钠、消泡剂、醇类)、清洗剂(含表面活性剂、碱)机油。涂装车间设有独立的水旋喷漆室、晾干室和烘干室。喷漆室、烘干室废气参数见表4-1。喷漆室废气经20m高排气筒排放,晾干室废气经活性炭吸附处理后由20m高排气筒排放;喷漆室定期投药除渣。
问题:
判断喷漆室废气二甲苯排放是否达标,说明理由。
某新建专用设备制造厂,主体工程包括铸造、钢材下料、铆焊、机加、电镀、涂装、装配等车间;公用工程有空压站、变配电所、天然气调压站等;环保设施有电镀车间废水处理站、全厂废水处理站、危险废物暂存仓库、固体废物转运站等。铸造车间生产工艺见图1。商品芯砂(含石英砂、酚醛树脂、氯化铵),以热芯盒工艺(200‐300℃)生产砂芯;采用商品型砂(含膨润土、石英砂、煤粉)和砂芯经震动成型、下芯制模具,用于铁水浇铸。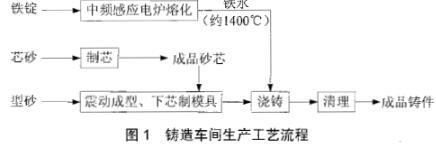

查看答案
铸件清理工部生产性粉尘产生量100kg/h,铸造车间设置通风除尘净化系统,粉尘捕集率95%,除尘效率98%。机加车间使用的化学品有水基乳化液(含油类、磷酸钠、消泡剂、醇类)、清洗剂(含表面活性剂、碱)机油。涂装车间设有独立的水旋喷漆室、晾干室和烘干室。喷漆室、烘干室废气参数见表4-1。喷漆室废气经20m高排气筒排放,晾干室废气经活性炭吸附处理后由20m高排气筒排放;喷漆室定期投药除渣。
问题:
针对烘干室废气,推荐一种适宜的处理方式。
某新建专用设备制造厂,主体工程包括铸造、钢材下料、铆焊、机加、电镀、涂装、装配等车间;公用工程有空压站、变配电所、天然气调压站等;环保设施有电镀车间废水处理站、全厂废水处理站、危险废物暂存仓库、固体废物转运站等。铸造车间生产工艺见图1。商品芯砂(含石英砂、酚醛树脂、氯化铵),以热芯盒工艺(200‐300℃)生产砂芯;采用商品型砂(含膨润土、石英砂、煤粉)和砂芯经震动成型、下芯制模具,用于铁水浇铸。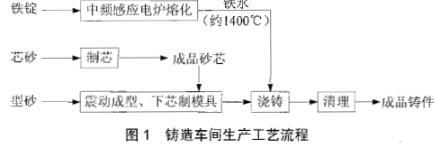
查看答案
铸件清理工部生产性粉尘产生量100kg/h,铸造车间设置通风除尘净化系统,粉尘捕集率95%,除尘效率98%。机加车间使用的化学品有水基乳化液(含油类、磷酸钠、消泡剂、醇类)、清洗剂(含表面活性剂、碱)机油。涂装车间设有独立的水旋喷漆室、晾干室和烘干室。喷漆室、烘干室废气参数见表4-1。喷漆室废气经20m高排气筒排放,晾干室废气经活性炭吸附处理后由20m高排气筒排放;喷漆室定期投药除渣。
问题:
指出制芯工部和浇铸工部产生的废气污染物。
某新建专用设备制造厂,主要工程包括铸造、钢材下料、铆焊、机加、电镀、涂装、装配等车间;公用工程有空压站、变配电所、天然气调压站等;环保设施有电镀车间废水处理站、全厂废水处理站、危险废物暂存仓库、固体废物转运站等。
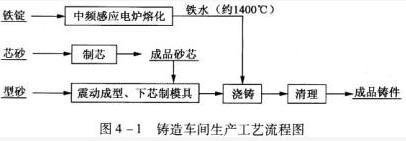
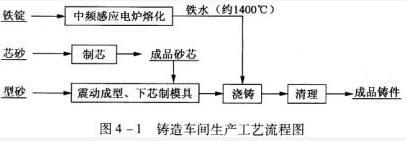
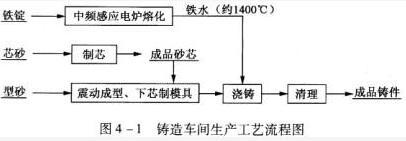
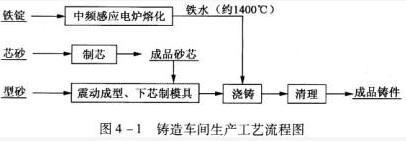
铸造车间生产工艺见图4-1。商品芯砂(含石英砂、酚醛树脂、氯化铵),以热芯盒工艺(200~300℃)生产砂芯;采用商品型砂(含膨润土、石英砂、煤粉)和砂芯经震动成型、下芯制模具,用于铁水浇铸。
[JZ439_192_4.gif]
铸件清理工部生产性粉尘产生量100kg/h,铸造车间设置通风除尘净化系统,粉尘捕集率95%,除尘效率98%。机加车间使用的化学品有水基乳化液(含油类、磷酸钠、消泡剂、醇类)、清洗剂(含表面活性剂、碱)、机油。
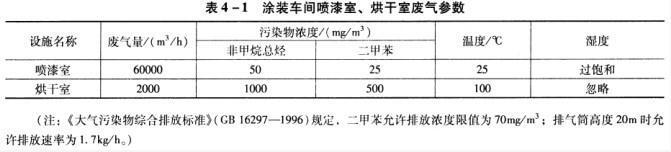
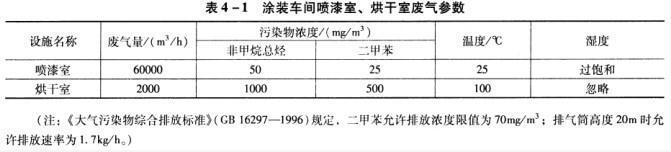
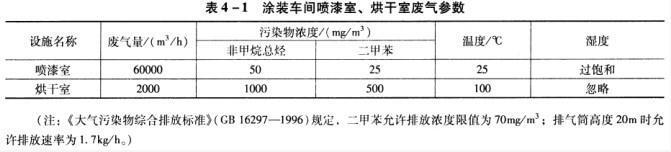
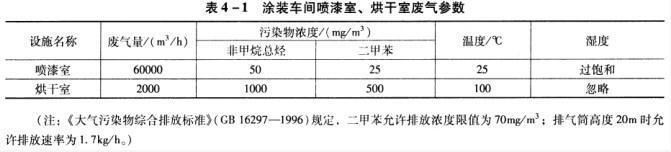
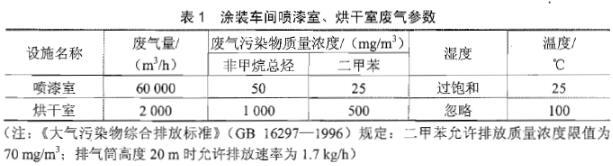
涂装车间设有独立的水旋喷漆室、晾干室和烘干室。喷漆室、烘干室废气参数见表4-1。喷漆室废气经20m高排气筒排放,晾干室废气经活性炭吸附处理后由20m高排气筒排放;喷漆室定期投药除渣。
[JZ439_193_4.gif]
(注:《大气污染物综合排放标准》(GB16297-1996)规定,二甲苯允许排放浓度限值为70mg/m[~3.gif];排气筒高度20m时允许排放速率为1.7kg/h。)
【问题】
1.指出制芯工部和浇铸工部产生的废气污染物。
2.计算清理工部生产性粉尘有组织排放的排放速率。
3.指出机加车间产生的危险废物。
4.判断喷漆室废气二甲苯排放是否达标,说明理由。
5.针对烘干室废气,推荐一种适宜的处理方式。
查看答案
铸造车间生产工艺见图4-1。商品芯砂(含石英砂、酚醛树脂、氯化铵),以热芯盒工艺(200~300℃)生产砂芯;采用商品型砂(含膨润土、石英砂、煤粉)和砂芯经震动成型、下芯制模具,用于铁水浇铸。
[JZ439_192_4.gif]
铸件清理工部生产性粉尘产生量100kg/h,铸造车间设置通风除尘净化系统,粉尘捕集率95%,除尘效率98%。机加车间使用的化学品有水基乳化液(含油类、磷酸钠、消泡剂、醇类)、清洗剂(含表面活性剂、碱)、机油。
涂装车间设有独立的水旋喷漆室、晾干室和烘干室。喷漆室、烘干室废气参数见表4-1。喷漆室废气经20m高排气筒排放,晾干室废气经活性炭吸附处理后由20m高排气筒排放;喷漆室定期投药除渣。
[JZ439_193_4.gif]
(注:《大气污染物综合排放标准》(GB16297-1996)规定,二甲苯允许排放浓度限值为70mg/m[~3.gif];排气筒高度20m时允许排放速率为1.7kg/h。)
【问题】
1.指出制芯工部和浇铸工部产生的废气污染物。
2.计算清理工部生产性粉尘有组织排放的排放速率。
3.指出机加车间产生的危险废物。
4.判断喷漆室废气二甲苯排放是否达标,说明理由。
5.针对烘干室废气,推荐一种适宜的处理方式。