点焊机
B.持针器
C.铸造机
D.带环推子
E.蜡刀
B:钢筋点焊机
C:钢筋压力焊机
D:钢筋气压焊接机
电阻点焊机按加压传动机构可分为()复合式等。
A、气压式
B、液压式
C、电动凸轮式
D、脚踏式
- A弧焊机
- B对焊机
- C点焊机
- D气焊机
- A额定总容量
- B额定电压
- C每小时焊点数
- D电极间最大压力
- E额定电流
- A正确
- B错误
- A钢筋对焊机
- B钢筋点焊机
- C钢筋电渣压力焊机
- D钢筋气压焊机
A直流电弧加热熔焊
B高频感应加热熔焊
C激光加热熔焊
D电阻加热熔焊
E高温高压加热熔焊
钢筋焊接机械中,( )适合于钢筋预制加工中焊接各种形式的钢筋网。
A、钢筋对焊机
B、钢筋点焊机
C、钢筋压力焊机
D、钢筋气压焊接机
FF-2型电容储能点焊机焊接直径0.06mm~0.07mm的电阻线时的电压约为()。
A、80VB、60V至65VC、36.5V某车间采用一台10/0.4kV变压器供电,低压负荷有生产用通风机5台共60kW,点焊机(=65%)3台共10.5kW,有连锁的连续运输机械8台共40kW,5.1kW的行车(=15%)2台。试确定该车间变电所低压侧的计算负荷。
有一机修车间,拥有冷加工机床52台,共200kW;行车1台、共5.1kW(εN=15%);通风机2台、共5kW;点焊机3台、共10.5kW(εN=65%)。车间采用220/380V三相四线制(TN-C系统)供电。该车间的计算负荷P30为(),Q30为(),S30为(),I30为()。
(2)2015年传统成本计算方法下的产品成本和销售价格资料如下表,制造费用以人工工时为基础进行分配。[9787301255858-image/9787301255858-016-024.jpg]
(3)为了运用作业成本管理的方法进行分析,所收集的其他资料见表1、2。[9787301255858-image/9787301255858-016-025.jpg][9787301255858-image/9787301255858-016-026.jpg]分析两种产品在作业成本法下的单位盈利大小。
(2)2015年传统成本计算方法下的产品成本和销售价格资料如下表,制造费用以人工工时为基础进行分配。[9787301255858-image/9787301255858-016-024.jpg]
(3)为了运用作业成本管理的方法进行分析,所收集的其他资料见表1、2。[9787301255858-image/9787301255858-016-025.jpg][9787301255858-image/9787301255858-016-026.jpg]计算比较按传统成本计算法下两种产品的单位毛利的大小。
(2)2015年传统成本计算方法下的产品成本和销售价格资料如下表,制造费用以人工工时为基础进行分配。[9787301255858-image/9787301255858-016-024.jpg]
(3)为了运用作业成本管理的方法进行分析,所收集的其他资料见表1、2。[9787301255858-image/9787301255858-016-025.jpg][9787301255858-image/9787301255858-016-026.jpg]根据收集和整理的有关资料,计算2015年普通电话和无绳电话耗用的作业成本,并分别计算两种产品的单位经营成本(制造成本和销售成本合计)
(1)甲公司常年生产普通电话和无绳电话两种产品,客户比较稳定。企业只有一条生产线。按客户订单分批安排生产。产品成本按传统的方法——分批法计算。两种产品的直接材料主要是各种电器元件、集成电路和塑料机壳等,且全部从外部购入,制造过程为半机械化流水线,需要人工控制点焊机焊接元器件,人工进行组装整机。由于客户稳定,没有广告宣传等固定销售费用发生,而只有无绳电话的售后服务费用。
(2)2015年传统成本计算方法下的产品成本和销售价格资料如下表,制造费用以人工工时为基础进行分配。
甲公司传统成本计算法下有关资料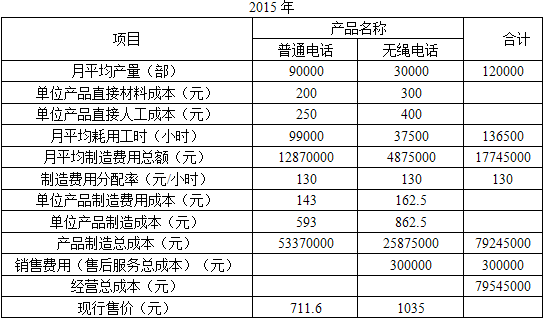 (3)为了运用作业成本管理的方法进行分析,所收集的其他资料见表作业成本资料、作业成本动因资料。
(3)为了运用作业成本管理的方法进行分析,所收集的其他资料见表作业成本资料、作业成本动因资料。
作业成本资料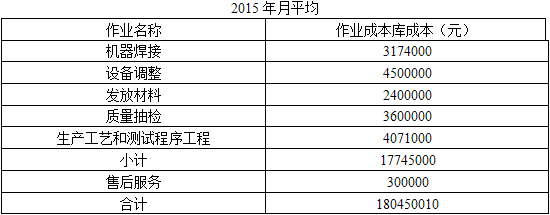 作业成本动因资料
作业成本动因资料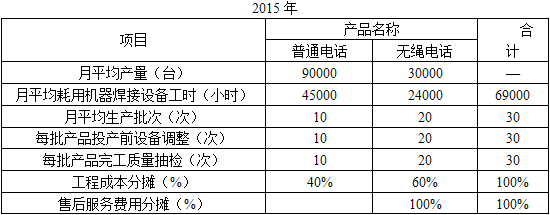
要求:
(1)计算比较按传统成本计算法下两种产品的单位毛利的大小。
(2)根据收集和整理的有关资料,计算2015年普通电话和无绳电话耗用的作业成本,并分别计算两种产品的单位经营成本(制造成本和销售成本合计)。
(3)分析两种产品在作业成本法下的单位盈利大小。
某小型货车生产厂危险有害因素辨识某企业为小型货车生产厂,地处我国华北地区,年产小型货车5万辆,现有职工1100余人。厂区主要建筑物有冲压车间、装焊车间、涂装车间、扳金车间、装配车间、外协配套库、半成品库和办公楼。冲压车间设有3条冲压生产线。库房和车间使用6台5t单梁桥式起重机吊装原材料,装配生产线上设置多台地面操作式单梁电动葫芦和多台小吨位的平衡式起重机,在汽车板材冲压生产线上设置4台大吨位桥式起重机。车身涂装工艺采用三涂层三烘干的涂装工艺,涂装运输采用自动化运输方式。漆前表面处理和电泳采用悬挂运输方式,中层涂层和面漆涂装线采用地面运输方式。生产线设中央控制室监控设备运行状况。喷漆室采用上送风、下排风的通风方式,喷漆室外附设有调漆室。整车总装配采用强制流水装配线。车身装焊线旱季选用悬挂点焊机、固定焊机、二氧化碳气体保护焊焊机等。车身装焊工艺主要设备包括各类焊机、夹具、检具、车身总成调整线和输送设备。车架装焊采用胎具集中装配原则,组合件和小型部件预先装焊好与其他零件一起进入总装胎具焊接线。焊接方法采用二氧化碳气体保护焊。装焊设备主要包括焊机、总成焊接胎具、部件焊接胎具、小件焊接胎具以及输送系统设备等。装焊车间通风系统良好。该企业采用无轨运输,全厂原材料、配套件、成品和燃料等的运输采用汽车运输,厂内半成品运输以叉车为主。全厂现有小客车8辆,货车16辆,叉车15辆。厂区道路采用环形布局,主干道宽度8m、转弯半径大于9m。次干道宽度5m、转弯半径大于6m。厂区内主要道路两侧进行了绿化,种植有草坪、灌木、松树和杨树。该企业主要公用和辅助设施有变配电站、锅炉房和空压站。变配电站电压等级为35kV,内设5台变压器,总安装容量为3900kVA。厂区高、低压供电系统均采用电缆放射式直埋或电缆沟敷设,厂区道路设路灯照明。锅炉房内设3台4t/h燃煤锅炉,为厂区生产和生活提供蒸汽。空压站安装有4台供气量为20m3/min的空气压缩机,为全厂生产提供压缩空气。某日,冲压车间进行起重机吊装板材作业,工人甲、乙挂上吊钩后,示意天车司机开始起吊。随着板材徐徐升起,工人甲发现板材倾斜,与工人乙商议是否需要停车调整,工人乙说:“不必停车,我扶着就行。”作业场所地面物品摆放杂乱,工人乙手扶板材侧身而行,被脚下物品绊倒,板材随之倾斜、脱钩砸在工人乙身上.造成工人乙死亡。说明该事故调查取证中应取得的主要资料和证据。
某小型货车生产厂危险有害因素辨识某企业为小型货车生产厂,地处我国华北地区,年产小型货车5万辆,现有职工1100余人。厂区主要建筑物有冲压车间、装焊车间、涂装车间、扳金车间、装配车间、外协配套库、半成品库和办公楼。冲压车间设有3条冲压生产线。库房和车间使用6台5t单梁桥式起重机吊装原材料,装配生产线上设置多台地面操作式单梁电动葫芦和多台小吨位的平衡式起重机,在汽车板材冲压生产线上设置4台大吨位桥式起重机。车身涂装工艺采用三涂层三烘干的涂装工艺,涂装运输采用自动化运输方式。漆前表面处理和电泳采用悬挂运输方式,中层涂层和面漆涂装线采用地面运输方式。生产线设中央控制室监控设备运行状况。喷漆室采用上送风、下排风的通风方式,喷漆室外附设有调漆室。整车总装配采用强制流水装配线。车身装焊线旱季选用悬挂点焊机、固定焊机、二氧化碳气体保护焊焊机等。车身装焊工艺主要设备包括各类焊机、夹具、检具、车身总成调整线和输送设备。车架装焊采用胎具集中装配原则,组合件和小型部件预先装焊好与其他零件一起进入总装胎具焊接线。焊接方法采用二氧化碳气体保护焊。装焊设备主要包括焊机、总成焊接胎具、部件焊接胎具、小件焊接胎具以及输送系统设备等。装焊车间通风系统良好。该企业采用无轨运输,全厂原材料、配套件、成品和燃料等的运输采用汽车运输,厂内半成品运输以叉车为主。全厂现有小客车8辆,货车16辆,叉车15辆。厂区道路采用环形布局,主干道宽度8m、转弯半径大于9m。次干道宽度5m、转弯半径大于6m。厂区内主要道路两侧进行了绿化,种植有草坪、灌木、松树和杨树。该企业主要公用和辅助设施有变配电站、锅炉房和空压站。变配电站电压等级为35kV,内设5台变压器,总安装容量为3900kVA。厂区高、低压供电系统均采用电缆放射式直埋或电缆沟敷设,厂区道路设路灯照明。锅炉房内设3台4t/h燃煤锅炉,为厂区生产和生活提供蒸汽。空压站安装有4台供气量为20m3/min的空气压缩机,为全厂生产提供压缩空气。某日,冲压车间进行起重机吊装板材作业,工人甲、乙挂上吊钩后,示意天车司机开始起吊。随着板材徐徐升起,工人甲发现板材倾斜,与工人乙商议是否需要停车调整,工人乙说:“不必停车,我扶着就行。”作业场所地面物品摆放杂乱,工人乙手扶板材侧身而行,被脚下物品绊倒,板材随之倾斜、脱钩砸在工人乙身上.造成工人乙死亡。按照《企业职工伤亡事故分类标准》(GB6441——1986),辨识出该企业生产过程中引发事故的主要危险因素,并指出所辨识的危险因素存在于哪些设备、设施或场所。